
Kunststof buizen lassen
Kunststof buizen lassen meer en meer toegepast
De kwaliteit van kunststof is de laatste jaren enorm verbeterd. Als gevolg daarvan worden steeds meer zaken van kunststof gemaakt. Zo is nagenoeg elke gas-, water- en rioolstelsel tegenwoordig met kunststof buizen gemaakt. Daarnaast zie je ook veel andere toepassingen. Bij de opslag en transport van chemicaliën, waterzuivering, technische installaties voor zwembaden. Staal, beton en polyester hebben een volwaardig vervanger gevonden met thermoplastische kunststof zoals HDPE en PP.
Voordelen van kunststof
De voordelen van thermoplastische kunststoffen zijn onder andere:
- Het beschadigt minder snel en gaat 10 tot 100 keer langer mee.
- Het is lichter dan beton of staal.
- Het laat zich 4 tot 6 keer goedkoper verwerken dan staal of beton.
- Kunststof heeft een betere chemische resistentie.
- Minder onderhoud, want kunststof oxideert niet.
Andere eigenschappen
Kunststof kent ook een aantal andere eigenschappen:
- Het materiaal is zachter.
- Het kan minder goed tegen hogere temperaturen (>80 graden).
- Het zet meer uit/krimpt bij temperatuurswisselingen.
Soorten kunststof
Polyetheen (voorheen Polyethyleen of PE) en Polypropyleen (PP) zijn de meest gebruikte thermoplastische kunststoffen.
Meer over de soorten kunststoffen, de eigenschappen, kleuren en kwaliteitsverschillen vindt u op onze speciale pagina over PP en PE.
Het lassen van buizen
Buizen zijn relatief eenvoudig te lassen. Mits u gebruik maakt van de juiste apparatuur en kennis heeft van het lasproces. Het lassen van buizen kan met een spiegellas machine (ook wel stomplassen genaamd) of een moflasmachine.
Buizen lassen met een spiegellasmachine
Een spiegellasmachine is simpel gezegd een machine met een grote ronde ijzeren plaat die beide buis-delen verwarmd en vervolgens tegen elkaar aandrukt. En vervolgens laat afkoelen tot de beide delen aan elkaar vast zitten.
Uiteraard is de machine wat complexer omdat het eerst de uiteinden van de buis 100% vlak maakt. Vervolgens zorgt dat deze tot de juiste temperatuur verwarmd worden. En daarna met de juiste hoeveelheid druk tegen elkaar worden geperst. Rekening houdend met de omgevingstemperatuur en de hoeveelheid trekkracht die nodig is om de leiding – die er inmiddels al ligt – naar het nieuwe deel toe te schuiven.
Traditioneel moflassen
De meest gebruikte toepassing van moflassen is die waarbij het ene buisdeel in diameter groter is (optrompen) dan het ander buisdeel en na de juiste voorverwarming in elkaar wordt geschoven (stuiken). De beide delen lassen ‘versmelten’ met elkaar zodat na afkoeling een hoogwaardige en duurzame hechting is gemaakt.
Elektromof lassen
De andere wijze van moflassen gebeurt met een mof (zie beeld) waarin de beide buisdelen (met gelijke diameter) worden geschoven. Een transformator zet spanning op de elektrodes die de buisdelen en de mof verwarmen en vervolgens versmelten. Na afkoeling is ook hier een hoogwaardige lasverbinding gemaakt.
Traditioneel moflassen vs elektromof lassen
De voordelen van traditioneel moflassen is dat het prijstechnisch interessanter is omdat, op de moflasmachine na, geen extra materialen nodig zijn voor het lassen. De handzame lasmachines maken het mogelijk om op wat lastig bereikbare plaatsen te kunnen werken.
De keerzijde is dat het beperkt is tot een diameter van 125mm. Daarnaast gebruik je de moflasmachine met de hand waardoor de las vaak net iets minder zuiver is dan bijvoorbeeld een spiegellasmachine op een vaste spiegellasbank.
Elektromoffen hebben als voordeel dat je snel en met een minder grote investering in apparatuur buizen kan lassen. Het nadeel is dat de elektromoffen zelf vrij kostbaar zijn. Bij grote diameters en/of volumes is een spiegellasmachine als snel rendabeler.
Moflassen is ook uitermate geschikt voor reparaties waarbij de bestaande buizen ‘vast liggen’ en dus niet met een spiegellasmachine of traditionele moflasmachine tegen of in elkaar gedrukt kunnen worden.
Waar moet u op letten bij het aanschaffen van een buislasmachine
- Allereerst de vraag waar u deze voor gaat gebruiken.
- Diameter,
- Wanddikte, SDR maat
- Materiaal soort
- Voor drukleidingen of afvoerleidingen
- Wat zijn de kwaliteitseisen die de opdrachtgever stelt.
- Werkt u binnen of buiten
- Op de grond, op een werkbank of hoog in de lucht onder bijvoorbeeld het plafond
- Een handmatig bediende spiegellasmachine, een hydraulische lasmachine of volautomatische CNC lasmachine
De tips/missers en het zeker weten
Tips en missers
Het lassen van buizen is zoals gezegd goed te doen mits u over de juiste kennis en ervaring beschikt. Ondanks een goede lasopleiding kan er in de praktijk nog wel wat misgaan. Met als gevolg een kwalitatief ondermaatse las en extra werk om dat te herstellen.
Fouten die (vaak) voorkomen:
- Het niet of niet voldoende verwijderen van de oxidelaag. Een belangrijke stap. Want het niet verwijderen van de oxidelaag kan tot 50% kwaliteitsverlies van de las tot gevolg hebben.
- Verschillende kunststoffen met elkaar verbinden. Buizen van verschillend materiaal laten zich niet verbinden. Er is hoogstens sprake van een soort verlijming. Een las die bij een geringe spannen zal breken.
- Te hoge temperatuur van machnies en daarmee verwarming van de kunststof. Met een harde, brosse (verbrande) las als gevolg. De tabel met lastemperaturen geeft aan wat de juiste temperatuur is.
- De temperatuur van de voorverwarming is te laag of juist te hoog. De moleculen verbinden zich onvoldoende.
- Te kort de buizen tegen elkaar drukken. De moleculen van beide delen hebben onvoldoende tijd om zich met elkaar te verbinden.
- Onder de 5 0C omgevingstemperatuur kunt u niet lassen. Het materiaal is te koud en de omgeving koelt alles te snel af.
- Niet in regen lassen of op een vochtige ondergrond lassen. Het vocht zorgt voor luchtbellen in de las.
- Oppassen voor wind of tocht. De las koelt aan de buitenkant te snel af, wat zorgt voor vacuümgaten in de las.
Zeker weten
Kwaliteit staat voorop. Wanneer buizen voor lange tijd onder de grond gaan moet u erop kunnen vertrouwen dat de kwaliteit van de las goed is. Een technische en visuele controle is daarom belangrijk.
- Kijk naar de vorm van de las. Zijn de lasrillen van het juiste formaat en zitten er geen luchtbellen in.
- Technisch testen met bijvoorbeeld met trekbank en buigbank
- De laatste variant is de meest rigoureuze: het destructief testen. Bijvoorbeeld met een trekproef. Kijken tot hoever de las het houdt.
Richtlijnen HDPE buis lassen met een stomplasmachine / lasspiegel.
HDPE Buismateriaal
Van tevoren de te lassen buis acclimatiseren op 15-20 °C in verband met:
- Schoon en droge buis gebruiken
- Geen direct zonlicht op het materiaal! Door UV stralen oxideert het PE en ook zet de buis uit door direct zonlicht.
- Uitzettingscoëfficiënt HDPE 0,2mm/m/K (°C)
- Let op dauwpunt i.v.m. condensvorming op de buis
- Beslist niet onder de 5 °C lassen i.v.m. koude buffer in de buis
- Vuil en vet van het lasoppervlak verwijderen met PE/PP reiniger en niet oplosbare Tork doek gebruiken
- PE/PP reiniger laten verdampen alvorens te lassen
Lassen van de HDPE-buis
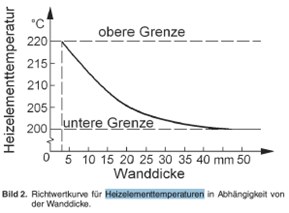
- Temperatuur lasspiegel instellen op 200-220 °C
- Verlengkabel van 2,5mm² gebruiken. Volledig afgerold van de haspel.
- Lasspiegel minimaal 10 minuten laten doorwarmen dan de temperatuur meten op 3 tot 4 plaatsen in op het lasvlak aan beide zijden van de lasspiegel met een digitale seconden temperatuur meter en contact thermovoeler
- Onmiddellijk voor het lassen:
- De kopse kant van de buis schillen
Goed is: de krullen moeten ervan afkomen.
FOUT is: niet schillen, schrapen, krabben, schuren, keukenreiniger - Lasvlak schoon en glad schillen met de schiller met ontvette messen
- Het geschraapte “schone lasvlak” niet meer aanraken, niet meer schoonmaken enz.
- Bij aanraking van spanen en hand/polsen, dan met PE reiniger afnemen.
- De kopse kant van de buis schillen
- Bij een goede las zien we mooie lasrillen
- Langzaam de las laten afkoelen zonder tocht!
*) Meer weten? Meld je dan aan voor een lasopleiding van een dag! www.almond.nl/platen-lassen-eendaags
Lasopleidingen
Bij het lassen van kunststof buizen komt best wat kijken. Een goede lasopleiding is een belangrijke basis voor hoogstaand laswerk, voorkomen van missers en het snel en efficiënt lassen. Want de financiële kant van sneller en beter lassen wordt vaak vergeten. Goede en ervaren kunststoflassers leveren meer werk af met minder fouten.
In een goede lasopleiding komen minimaal onderwerpen als materialenkennis, lastechnieken, machines en toebehoren, fouten voorkomen en beoordelen van het laswerk aan bod.
Bekijk onze lasopleidingen eens en zie wat er nog meer aan bod komt. Daar leest u ook over de certificeerde opleidingen. Steeds meer opdrachtgevers verlangen die van u.
")
")
Lasapparatuur vraag om jaarlijkse aandacht
Vergeet niet uw spiegellas- of moflasmachine regelmatig te onderhouden. Door het gebruik kunnen verschillen ontstaan tussen de temperaturen op het display en de werkelijkheid. Ook kunnen de messen wat scheef gaan staan waardoor de buisdelen niet meer 100% recht zijn. Dat geldt ook voor de stand en temperatuur van de spiegel.
U heeft hierboven kunnen lezen wat dat betekent voor de kwaliteit van de las. Op onze pagina over service en onderhoud leest u hier meer over.

De juiste machine
We hopen dat deze informatie u helpt bij de aankoop van een nieuwe machine voor uw buislaswerk. Wij vertegenwoordigen de gerenormeerde merken Widos uit Duitsland en Tecnodue uit Italïe.
Wanneer u vragen heeft, aarzel niet om contact met ons te zoeken. Ook geven u graag een demonstratie.
Bel gerust voor advies of een demonstratie. Ook bij u op locatie. Wij zijn bereikbaar op [email protected] en +31 343 – 444055